Cast Austenitic Stainless Steel Inspection
Cast austenitic stainless steel (CASS) is widely used in the primary coolant piping system in pressurized water reactors (PWR) in the United States, Japan, Sweden, France, and other countries. The inspection of CASS piping in nuclear plants has been, and continues to be, difficult and challenging. The attributes that make CASS a good candidatefor the primary piping system significantly hamper the ability to reliably detect and to accurately locate and size flaws.
The service loads on PWR primary coolant piping are relatively low and even severely aged CASS is considered capable of tolerating major flaws. However, there is increasing pressure to continue to improve the inspection systems and to ensure the integrity of aging CASS piping systems.
Four International Workshops: Future Directions for the Inspection of CASS Piping

Between May 2006 and May 2012 four international workshops were held to provide a forum on improving the
inspection of CASS nuclear power plant piping. The objectives were to:
• review the current state-of-the-art for inspecting CASS piping
• determine research activities
• identify and discuss the gaps (e.g., equipment, procedures, training, flaws)
• consider how to address these gaps
The participants at all four workshops provided overviews of their recent CASS inspection related activities.
These presentations formed the basis for the open discussions about how to improve the effectiveness and reliability of
CASS inspections.
Workshop 1
San Diego, CA - May 13, 2006
Established several important initiatives including the EPRI critical flaw evaluation project and the US/French international cooperative inspection/research agreement.
Six recommended actions:
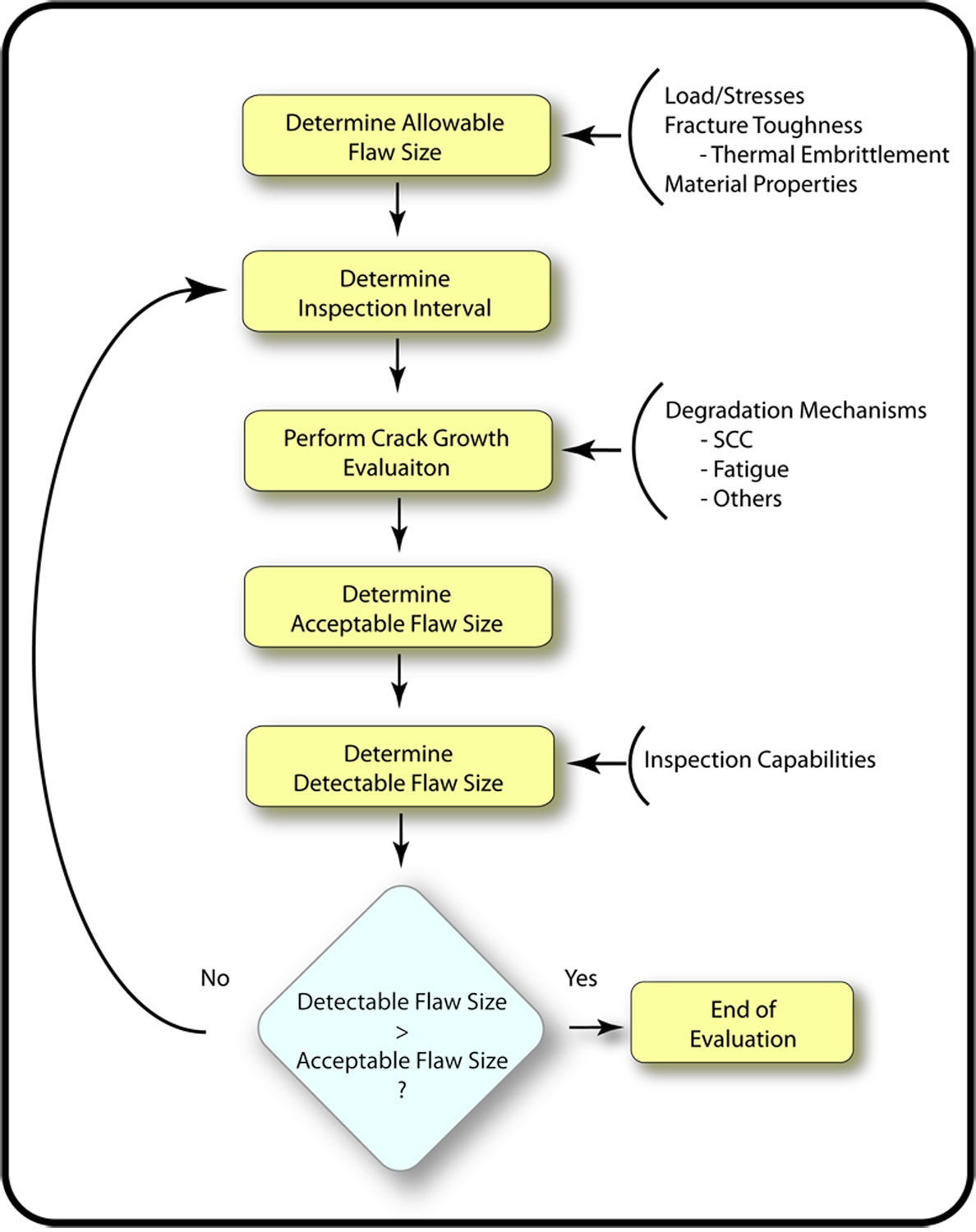
• define the allowable flaws
• characterize the plant components
• apply advance (newer) techniques
• develop open procedure qualifications
• evaluate probes and equipment for optimum performance
• develop smaller and more flexible probes
Workshop 2
Seattle, WA - June 15 & 16, 2009

Workshop 2 reviewed recent and planned CASS inspection developments, the impact of casting and fabrication on macrostructure and inspectability, critical flaw analysis, and ASME Code Case actions.
Proposed actions:
• develop a plan for CASS
• prepare thin-walled CASS CodeCase
• expand EPRI and NRC cooperation
• prepare guidance documents
• inspection strategy for CASS ≥2inches
• continue flaw tolerance evaluations
• establish CASS database
• improve international cooperation
Workshop 3
Seattle, WA - January 28 - 29, 2011

Workshop 3 provided extensive information about major CASS inspection development activities.
The participants addressed:
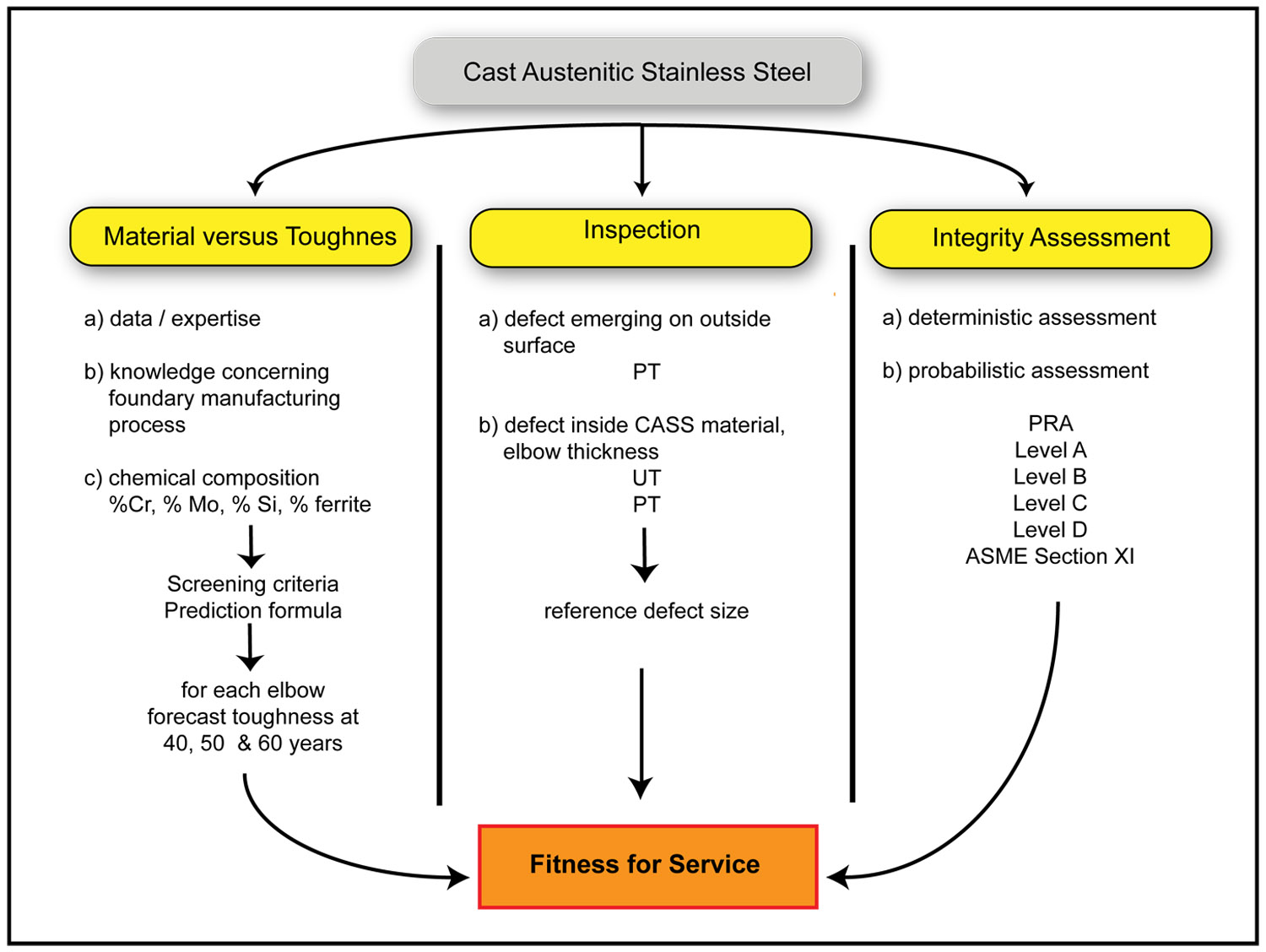
• Material Characteristics
• Flaw Characteristics
• Inspection Systems
Workshop 4
Seattle, WA - May 22 - 25, 2012
A key issue was the lower bound toughness for aged welds that may cause the welds to become more limiting than base metal.
This requires:
• additional data on the relationship between material toughness and strength
• information on the probability of detection and the initial flaw size distribution